


1/7 Scale Blackburn Buccaneer All Composite Scratch Build
 01-06-2021, 04:25 AM
01-06-2021, 04:25 AM
#551


Join Date: Nov 2003
Location: Curitiba, Parana, BRAZIL
Posts: 4,289
Likes: 0
Received 14 Likes
on
11 Posts
Just a hiccup... next test flight will be much better. Amazing project.
The very first full size F-16 almost crashed in a high speed taxi test, taking its pilot by surprise.. and those guys had a budget of millions, wind tunnels, etc. Also in later tests, they got another problem with the landing gear. They pretty much faced the same problems we know so well !
The very first full size F-16 almost crashed in a high speed taxi test, taking its pilot by surprise.. and those guys had a budget of millions, wind tunnels, etc. Also in later tests, they got another problem with the landing gear. They pretty much faced the same problems we know so well !
 01-11-2021, 03:09 PM
01-11-2021, 03:09 PM
#552

A week on and the model has been completely stripped and surveyed.
Throughout, most of the damage was limited to the glue joints between the fuselage frames and the glass/ epoxy skins. Surprisingly, most of the glue joints had sprung, with a clean separation of the epoxy used to bond the frames in. The internal surface of the skins were laid up with peel-ply and this was removed after curing to give a clean, fresh textured surface prior to bonding in the frames. A thickened mixture of the same epoxy resin used for the layup was used for bonding in the frames, so there shouldn't have been chemical mismatch. Also, some parts that were glued in with Hysol also demonstrated the same failure mechanism.
I don't know of a different bonding process to improve the integrity of the glue joints. I did read one full-scale study which indicated sanding the area after removing the peel-ply to provide better mechanical bond. Adding in overlapping glass cloth to the joint area may be another way, but you don't see that very often in composite kits.

Given that the 60lb model was dropped from a height of 6ft, it was surprising that that was the major extent of the damage. Only a few cracks were noted in the glass skins which were patched on the inside.
The forward and rear fuselage sections have been fully repaired and re-assembled.
The forward fuselage and nose gear mounting frames were damaged, but with a clean separation from the skins these were remade and bonded back in place. In order to reduce the nose up attitude on the ground, the nose gear retract mount was raised up 10mm, and a new shorter nose strut with a smaller diameter wheel has been ordered. Overall, that should have the effect of lowering the nose 40mm which will get the ground attitude much closer to level than the 2deg nose up that it was originally.
I also plan to fit a much softer nose gear spring. The model is very light on the nose wheel, only about 3lb, and I think that the strong spring can store up a lot of energy that can help catapult the nose back up after being compressed, exacerbating any tendency to pitch up and bounce on landing.
The nose gear mount frames were considered a weak point, being only 1/8" thick so they were doubled up and extended around the full circumference of the forward fuselage to increase the bonding area.
In the rear fuselage, the tail-bumper frame broke away cleanly so was bonded back in place and reinforced with some glass cloth.
Most of the damage in the center fuselage is limited to de-bonding of the frames along with broken main gear mounting plates. These are up next to be repaired, but may be more of a challenge given the interlocking nature of the wood structure.
Paul
Throughout, most of the damage was limited to the glue joints between the fuselage frames and the glass/ epoxy skins. Surprisingly, most of the glue joints had sprung, with a clean separation of the epoxy used to bond the frames in. The internal surface of the skins were laid up with peel-ply and this was removed after curing to give a clean, fresh textured surface prior to bonding in the frames. A thickened mixture of the same epoxy resin used for the layup was used for bonding in the frames, so there shouldn't have been chemical mismatch. Also, some parts that were glued in with Hysol also demonstrated the same failure mechanism.
I don't know of a different bonding process to improve the integrity of the glue joints. I did read one full-scale study which indicated sanding the area after removing the peel-ply to provide better mechanical bond. Adding in overlapping glass cloth to the joint area may be another way, but you don't see that very often in composite kits.
Given that the 60lb model was dropped from a height of 6ft, it was surprising that that was the major extent of the damage. Only a few cracks were noted in the glass skins which were patched on the inside.
The forward and rear fuselage sections have been fully repaired and re-assembled.
The forward fuselage and nose gear mounting frames were damaged, but with a clean separation from the skins these were remade and bonded back in place. In order to reduce the nose up attitude on the ground, the nose gear retract mount was raised up 10mm, and a new shorter nose strut with a smaller diameter wheel has been ordered. Overall, that should have the effect of lowering the nose 40mm which will get the ground attitude much closer to level than the 2deg nose up that it was originally.
I also plan to fit a much softer nose gear spring. The model is very light on the nose wheel, only about 3lb, and I think that the strong spring can store up a lot of energy that can help catapult the nose back up after being compressed, exacerbating any tendency to pitch up and bounce on landing.
The nose gear mount frames were considered a weak point, being only 1/8" thick so they were doubled up and extended around the full circumference of the forward fuselage to increase the bonding area.
In the rear fuselage, the tail-bumper frame broke away cleanly so was bonded back in place and reinforced with some glass cloth.
Most of the damage in the center fuselage is limited to de-bonding of the frames along with broken main gear mounting plates. These are up next to be repaired, but may be more of a challenge given the interlocking nature of the wood structure.
Paul
01-12-2021, 01:28 AM
#553
Plexus MA300 Fast High Strength Methacrylate, which is 3 ~ 6 minutes or the MA310 which has a longer curing time of about 15 minutes.
Been using it for over 20 yrs on large scale RC and UAS and the bonded materials fail before the joint does, makes Hysol look like play dough.
It eats into the bonded surfaces and stays where you put it when mixed.
https://itwperformancepolymers.com/p...e/plexus-ma300
Regards,
Been using it for over 20 yrs on large scale RC and UAS and the bonded materials fail before the joint does, makes Hysol look like play dough.
It eats into the bonded surfaces and stays where you put it when mixed.
https://itwperformancepolymers.com/p...e/plexus-ma300
Regards,
Last edited by Halcyon66; 01-12-2021 at 01:34 AM.
01-12-2021, 04:14 AM
#554
If you don’t sand the surface the ‘wax’ excreted as the epoxy sets will stop the bond really taking, texture or not. Where a model had wood work installed in the mould before curing you won’t see sanding...
Hysol 9462 has an etching bond...
Hysol 9462 has an etching bond...
 01-12-2021, 05:38 AM
01-12-2021, 05:38 AM
#557
My Feedback: (1)
I've never had this kind of issue when using peel ply. It does remove the wax on the surface as Paul says. But, I once removed the peel ply too soon before the epoxy was fully cured and that was not the best of ideas. Had to do the usual sanding and acetone wipe to get a proper bonding surface then, but part of my problem was a low ambient temp. in my workshop giving me extended cure time of the epoxy used.
01-12-2021, 06:18 AM
#558
Some bedtime reading...
Peel Ply...
It would appear that some peel ply materials are coated with silicon or Teflon, thus requiring the surface to be cleaned or abraded before sticking anything to them...
Peel Ply...
It would appear that some peel ply materials are coated with silicon or Teflon, thus requiring the surface to be cleaned or abraded before sticking anything to them...
01-12-2021, 08:44 AM
#561
This is all great info. Reading the link that Nige321 provided, it seems that Nylon peel ply can be coated with release agents that need sanding to remove after removing the peel ply.
For the fuselage, I have been using a twill weave nylon peel-ply from R&G
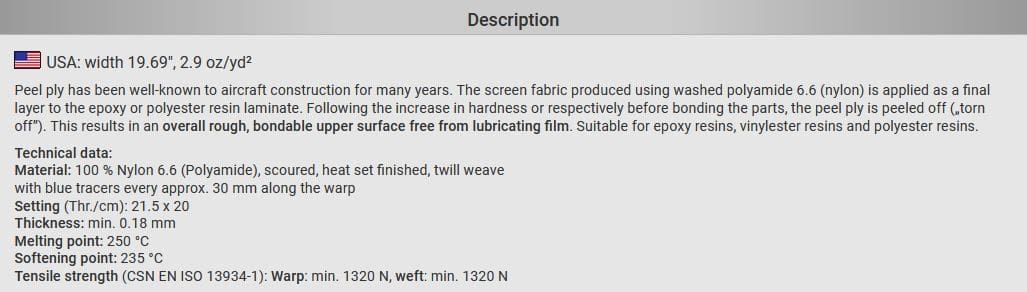
This for Econostitch plain weave Peel Ply, which explicitly states is non-coated;

So far, the Econostitch parts (wing/ .tailplane/ flaps/ ailerons/ rudder) seem to have held together, but they wouldn't have taken the heavy shock loads that the fuselage did.
Paul
For the fuselage, I have been using a twill weave nylon peel-ply from R&G
This for Econostitch plain weave Peel Ply, which explicitly states is non-coated;
So far, the Econostitch parts (wing/ .tailplane/ flaps/ ailerons/ rudder) seem to have held together, but they wouldn't have taken the heavy shock loads that the fuselage did.
Paul
Last edited by JSF-TC; 01-12-2021 at 08:46 AM.
01-12-2021, 09:19 AM
#562

Hey me personally I consider all this a good thing. In structural areas like bonding spars to wing skins obviously I'd feel differently, but if a bad landing or a situation like what happened to you Paul, if my options are gear mounts and formers popping free versus tearing the fuselage and wings open, I'll take popped formers all day long!
The following users liked this post:
Ron S (01-12-2021)
01-12-2021, 11:55 AM
#563
01-12-2021, 12:18 PM
#564
I�m not aware of any �wax� component in any adhesive other than polyester �finishing� type resins. In these, there are paraffins that act to seal the surface from air so the surface fully hardens. There is no downside (other than time) to scuffing the surface before bonding with any adhesive. You should also solvent clean the surface just prior to bonding.
01-12-2021, 05:25 PM
#565

That MMA sounds pretty interesting. Thanks for sending us a U.S. link, Halcyon. I think I've used Methacrylates before, but not on models, and I don't think it was very thixotropic. Unfortunately I'm not ready to buy 10 tubes, for just testing purposes right now. Will have to sniff out a smaller quantity. 
Correction: Oops, you can buy single kits too.
Correction: Oops, you can buy single kits too.
Last edited by Ron S; 01-12-2021 at 05:34 PM. Reason: Correction
01-12-2021, 06:20 PM
#566
That MMA sounds pretty interesting. Thanks for sending us a U.S. link, Halcyon. I think I've used Methacrylates before, but not on models, and I don't think it was very thixotropic. Unfortunately I'm not ready to buy 10 tubes, for just testing purposes right now. Will have to sniff out a smaller quantity.
Correction: Oops, you can buy single kits too.
Correction: Oops, you can buy single kits too.
https://www.aeropanda.com/products/d...277eb040&_ss=r
https://www.aeropanda.com/products/d...277eb040&_ss=r
01-13-2021, 01:28 AM
#567


Most peel plies are 100% pure nylon 6-6.
Like the one sold on R&G shop and many other shops.
However, if the peel ply is coated, it should be described as " nylon release peel ply" or " polyester release peel ply "
Here is an example from Fiber Glast:
00193.pdf
These are mostly used in infusion process of large surfaces where bonding of internal structure is not required. Post treatment is difficult on peel-ply textured surfaces with release coating and pretty much require full sanding of the peeled imprint surface. So these are only economically beneficial if little or no bonding of the peeled surface is required. Which really make these niche products.
The picture of the bonding joint I see on Paul's thread shows a clean release of the glue joint. It is likely that there was some sort of contamination of the bonding surface ( surface waxing, despite the use of peel-ply is unlikely, unless the fabric was removed with non cured resin ).
For all internal structure, I recommend using Hysol 9462. It is a structural bonding agent that can be aerospace certified if stored in the correct condition. It is slightly flexible and shock absorbing. It does etch very well to non waxy composite surfaces.
We have been using 9462 for professional UAV and aerospace applications for over 20 years and this is sometimes the only way to go to get an airframe certified.
Note that the detailed TDS of this glue is available on our product page and is worth a read:
https://www.ultimate-jets.net/collec...cts/hysol-9462
Like the one sold on R&G shop and many other shops.
However, if the peel ply is coated, it should be described as " nylon release peel ply" or " polyester release peel ply "
Here is an example from Fiber Glast:
00193.pdf
These are mostly used in infusion process of large surfaces where bonding of internal structure is not required. Post treatment is difficult on peel-ply textured surfaces with release coating and pretty much require full sanding of the peeled imprint surface. So these are only economically beneficial if little or no bonding of the peeled surface is required. Which really make these niche products.
The picture of the bonding joint I see on Paul's thread shows a clean release of the glue joint. It is likely that there was some sort of contamination of the bonding surface ( surface waxing, despite the use of peel-ply is unlikely, unless the fabric was removed with non cured resin ).
For all internal structure, I recommend using Hysol 9462. It is a structural bonding agent that can be aerospace certified if stored in the correct condition. It is slightly flexible and shock absorbing. It does etch very well to non waxy composite surfaces.
We have been using 9462 for professional UAV and aerospace applications for over 20 years and this is sometimes the only way to go to get an airframe certified.
Note that the detailed TDS of this glue is available on our product page and is worth a read:
https://www.ultimate-jets.net/collec...cts/hysol-9462
Last edited by olnico; 01-13-2021 at 01:33 AM.
01-13-2021, 08:59 AM
#568
Lots of great information here - thank you to all.
The parts were fully cured before the peel-ply was removed. The only contamination that I can think of would have come from general handling after the peel-ply was removed, during cleaning up of the edges and dry-fitting of the internal structure.
When I lay up the next one, I will make sure the parts get a good wipe down with acetone just before bonding, and I'll use Hysol 9462.
Paul
The parts were fully cured before the peel-ply was removed. The only contamination that I can think of would have come from general handling after the peel-ply was removed, during cleaning up of the edges and dry-fitting of the internal structure.
When I lay up the next one, I will make sure the parts get a good wipe down with acetone just before bonding, and I'll use Hysol 9462.
Paul
01-13-2021, 09:51 AM
#569
As has been said already a 20 second buff with a BVM type scuff board (80grit nail file!) Takes the sheen off and gets to a layer below the gloss to react with. I do this with every composite joint, CA or Hysol.
01-13-2021, 06:38 PM
#571
Lots of great information here - thank you to all.
The parts were fully cured before the peel-ply was removed. The only contamination that I can think of would have come from general handling after the peel-ply was removed, during cleaning up of the edges and dry-fitting of the internal structure.
When I lay up the next one, I will make sure the parts get a good wipe down with acetone just before bonding, and I'll use Hysol 9462.
Paul
The parts were fully cured before the peel-ply was removed. The only contamination that I can think of would have come from general handling after the peel-ply was removed, during cleaning up of the edges and dry-fitting of the internal structure.
When I lay up the next one, I will make sure the parts get a good wipe down with acetone just before bonding, and I'll use Hysol 9462.
Paul
01-14-2021, 11:41 AM
#572

My friend, who has been working professionally with rc and uav composites for 20+ years, has a saying that goes: peelply is peelply, but sanding is sanding. He never trust peelply alone. He also stresses the use of glue on a small brush, or gloved finger, to prime the surfaces, before running a bead of glue on it.
Lars
Lars
01-14-2021, 11:51 AM
#573
I had a very educational discussion with the supplier of the epoxy resin I used.
I had used the laminating resin, thickened with silica, to make a thixotropic paste for bonding in the internal structure, using the assumption that the same resin as used for the laminate would avoid any incompatibility issues and form a good bond.
Apparently, laminating resin is not intended to be an adhesive, and it will not form a good bond with a previously cured part. It will work well and form a chemical bond if it can be assembled whilst both parts are still curing, but once one part is cured a poor mechanical only bond is the result. A dedicated adhesive is needed, such as Hysol 9462.
Random direction sanding and a wipe down with acetone is also recommended prior to bonding.
Lesson learned, and I will use Hysol 9462 when I lay up the next one.
Paul
I had used the laminating resin, thickened with silica, to make a thixotropic paste for bonding in the internal structure, using the assumption that the same resin as used for the laminate would avoid any incompatibility issues and form a good bond.
Apparently, laminating resin is not intended to be an adhesive, and it will not form a good bond with a previously cured part. It will work well and form a chemical bond if it can be assembled whilst both parts are still curing, but once one part is cured a poor mechanical only bond is the result. A dedicated adhesive is needed, such as Hysol 9462.
Random direction sanding and a wipe down with acetone is also recommended prior to bonding.
Lesson learned, and I will use Hysol 9462 when I lay up the next one.
Paul
01-14-2021, 02:17 PM
#574
I have been using the West Six10 extensively, for glueing shear webs, and fuselage formers. It is a very good adhesive epoxy with some toughening fillers in it. I find that it requires the same amount of surface preparation, but the glue joint itself is much less brittle.
I had to reglue the rear shear web on a couple of wings, where they were glued against the inner skin. I had only scuffed it with a 3M pad, and wiped with acetone, and it was clearly not enough. CA often has a much better bond to cured epoxy, than epoxy itself.
Lars
I had to reglue the rear shear web on a couple of wings, where they were glued against the inner skin. I had only scuffed it with a 3M pad, and wiped with acetone, and it was clearly not enough. CA often has a much better bond to cured epoxy, than epoxy itself.
Lars